企业免费推广平台

深圳市骏捷智能装备有限公司点焊机|电阻焊设备|凸焊机|螺母焊机
135****4190
焊接设备的维修先主后辅:部分的故障往往在整个焊接设备故障中占有很高比例,所以先检修电源输入部分往往可以事半功倍。然后再按照先外后里,长沙脉冲设备报价、先机后电、先静后动的方法检查焊接设备的其他辅助部分,如行走、送丝等部位。先普遍后特殊:部件和电器元器件、装配配件质量或其他设备故障所引起的故障,一般占常见故障的50%左右。焊接设备的特殊故障多为软故障,要靠经验和仪器仪表来测量和维修。现场故障一时无法判断,也可以按照产品说明书的联系方式咨询产品生产单位的技术人员。如点焊、缝焊,长沙脉冲设备报价、凸焊及对焊等设备的一些内部程序,在不清楚、不了解的情况下不要轻易调整或者改变,长沙脉冲设备报价,否则就会引起更大的麻烦。不断精益求精地为客户提供具有竞争力的产品和解决方案。长沙脉冲设备报价

目前,应用很普遍的焊接设备有:焊条电弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊、点焊、缝焊、凸焊及对焊等设备。焊接设备在经过一段时间的使用后,总会因为种种原因出现故障。此时,用户必须参照焊接设备使用说明书对照检查与维修,即根据故障现象查找判断原因。当确定故障部位后再进行检修和更换,解决产生的故障,使焊接设备尽快投入使用,减少因设备故障而造成的经济损失。焊接设备的维修:对于有故障的焊接设备,在不明真相的情况下,不要急于动手,应该先了解设备的性能,询问操作人员产生故障的前后经过及故障现象。对于生疏、复杂的焊接设备,还应先熟悉设备的电路原理和结构特点,遵守相应的规定。拆卸前要充分熟悉每个部件的功能、位置、连接方式以及与周围其他器件的关系。在没有焊接设备线路图和组装图的情况下,应该一边拆卸,一边画草图,一边进行标记,并对拆卸的实物作好标识,注意安全。长沙脉冲设备报价深圳市骏捷智能装备有限公司倾城服务,确保设备质量无后顾之忧。

使用氩弧焊机作业应按照下列要求进行操作:1、工作前必须检查管路,气管、水管不得受压、泄漏。2、氩气减压阀、管接头不得沾有油脂。安装后应试验,管路应无障碍、不漏气。3、水冷型焊机冷却水应保持清洁,焊接中水流量应正常,严禁断水施焊。4、高频引弧焊机,必须保证高频防护装置良好,不得发生短路。5、更换钨极时,必须切断电源。磨削钨极必须戴手套和口罩。磨削下来的粉尘应及时去除。钍、铈钨极必须放置在密闭的铅盒内保存,不得随身携带。6、氩气瓶内氩气不得用完,应保留98kPa~226kPa。氩气瓶应直立、固定放置,不得倒放。
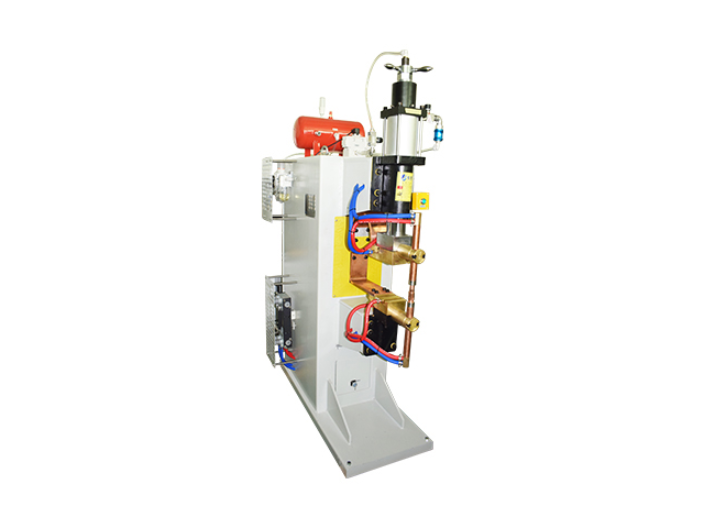
使用对焊机作业应按照下列要求进行操作:1、对焊机应有可靠的接零保护。多台对焊机并列安装时,间距不得小于3m,并应接在不同的相线上,有各自的控制开关。2、作业前应进行检查,对焊机的压力机构应灵活,夹具必须牢固,气、液压系统应无泄漏,正常后方可施焊。3、焊接前应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。4、应定期磨光断路器上的接触点、电极,定期紧固二次电路全部连接螺栓。冷却水温度不得超过40℃。5、焊接较长钢筋时应设置托架,焊接时必须防止火花烫伤其他人员。深圳市骏捷智能装备有限公司的行业影响力逐年提升。
电焊设备使用要求:电焊机内部应保持清洁,定期吹净尘土。清扫时必须切断电源。电焊机焊接电缆线必须使用多股细铜线电缆,其截面应根据电焊机使用要求选用。电缆外皮必须完好、柔软,其绝缘电阻不小于1MΩ。焊接电缆线长度不得大于30m。作业后应切断电源,关闭水源和气源。焊接人员必须及时脱去工作服,清洗手脸和外露的皮肤。作业前应进行检查,焊丝的进给机构、电源的连接部分、二氧化碳气体的供应系统以及冷却水循环系统均应合乎要求。深圳市骏捷智能装备有限公司具有一支经验丰富、技术力量过硬的专业技术人才管理团队。长沙脉冲设备报价
公司以每年翻番的力度加大对科研的投入,用以保证产品技术的创新和知识产权的持续开发。长沙脉冲设备报价
等速送丝系统下,当弧长变化时引起电流和熔化速度变化,使弧长恢复的作用成为电源电弧系统的自身调节作用。使用的焊丝直径越细,电弧的自身调节作用越强,电弧越稳定,飞溅越少。这就是CO2焊接用细焊丝的原理。CO2焊机通过先进的控制技术,电弧的自身调节作用好,性能稳定。焊机的负载持续率:负载持续率指焊接电源在一定电流下连续工作的能力。国标规定手工焊额定负载持续率为60%,自动或半自动为60%和100%。如:500KR2焊机在额定负载持续率60%时的额定电流是500A,在实际负载持续率100%(自动焊)时,其焊接电流≤387A。长沙脉冲设备报价
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
深圳市骏捷智能装备有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

